PORTAALFREES
Bezig met CNC taal G-Code en M-codes.
Conversieprogrammas bekeken van CAD naar G-code.
Veel freesjes gebroken en noodstops moeten maken.
Ik heb de machine wat ingepakt met opstaande randen om de spanen wat tegen te houden.
Verder de noodschakelaar aangelegd.
RAILS EN RAILSTOELEN
Ik heb de zending van
ModelRail uit Liechtenstein inmiddels ontvangen.
Het ziet er prima uit.
De rails van 3 mm. is dus NEM code 125, en niet de NMRA-code, want die wijken van elkaar af.
De kop is 1,4 mm breed, de voet 2,8 mm.
Ik heb nu railprofielen
met de juiste hoogte en de juiste railschoenen.
Voor wissels heb ik de juiste glijstoelen.
Althans voor zo ver ik kan nagaan op dit moment.
BIELZEN
Bielzen
worden 3x6 mm. De biels hartafstand ben ik nog aan het uitzoeken.
Het zal ergens tussen de 12 en 17 mm. zijn, maar het is lastig omdat ik wel informatie over de NS heb, maar nog niet over de HESM en ik kan er niet blindelings van uitgaan dat die dezelfde
maten hanteren.
SOLDEERMAL
Ik heb nu de exacte breedte van de railvoet (2,8 mm.) en kan dus aan de slag met de definitieve soldeermal.
De soldeermal voor de wissels
zal ik eerst uit mdf maken en uittesten.
Daarna wil ik ze uit aluminium frezen, één linkse en één rechtse.
SEINPALEN
Ik ben bezig samen
met Huib Maaskant aan een project voor Mannesmann seinpalen.
Ik ben afgestapt van het idee om holle buisjes te nemen en probeer nu vol rondstaf.
Messing is lastig ivm. breken van boortjes.
Ik probeer kunststof en aluminium.
Ik heb bij
RC-machines in Luxemburg een "Zentrier Hilfe" ofwel een "Bar Center Finder" besteld, dat helpt om nauwkeuriger het midden van een rondstaf te bepalen zodat de boortjes minder makkelijk wegglijden..
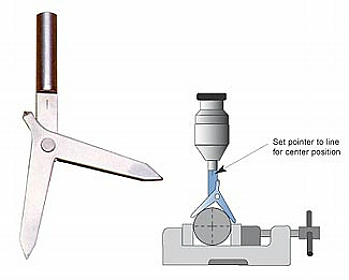 Hier zie je hoe het werkt: heel simpel en heel noodzakelijk als je rondstaf boort.
Hier zie je hoe het werkt: heel simpel en heel noodzakelijk als je rondstaf boort.